KATALOG FIRM
DLA PROFESJONALISTÓW
2010-08-06
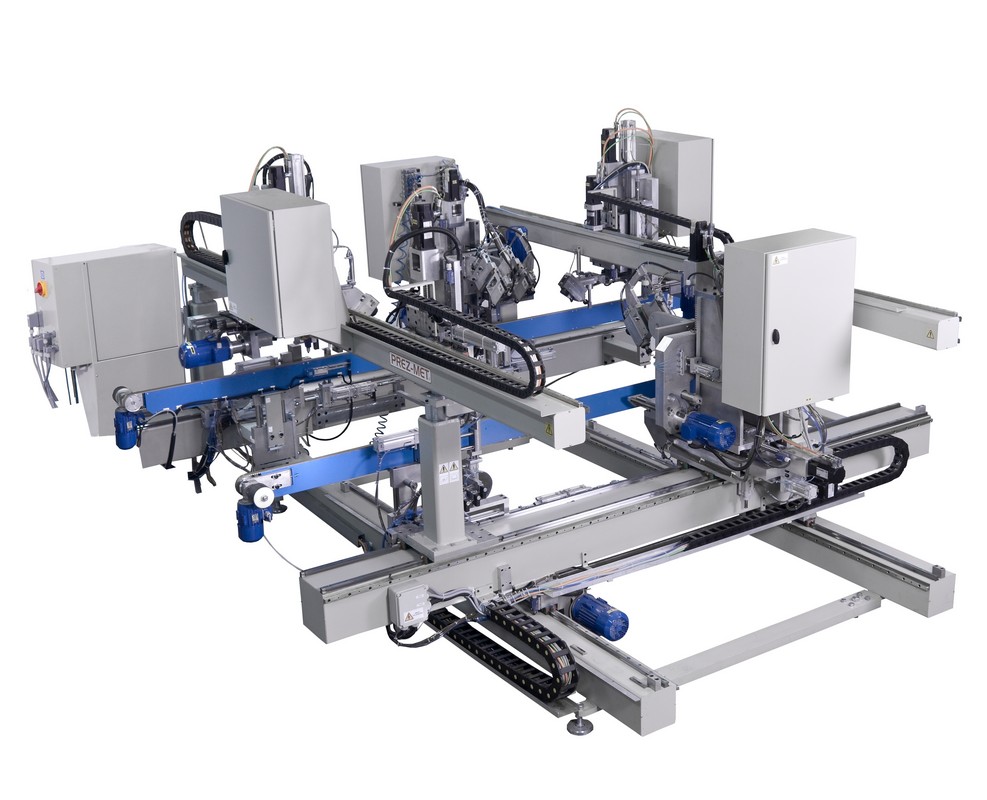
PREZ-MET-COP 420/690. Najszybsze centrum w Europie!
Od dłuższego czasu zaobserwować można wśród producentów okien z PVC nasilającą się tendencję do automatyzacji procesu produkcji.
PREZ-MET Sp. z o.o. Sp.k.
Romanów 6842-260 Kamienica Polska
tel. 34 327 32 37
fax 34 327 32 37
biuro@prezmet.pl
www.prezmet.pl
» więcej o firmie

Szczególnie intensywne pod tym względem były ostatnie 2-3 lata. Niewątpliwie bodźcem do podejmowania działań w tym kierunku była z jednej strony rosnąca konkurencja, z drugiej – ułatwiony dostęp do nowych źródeł finansowania ze struktur unijnych. Firmy przeznaczały na inwestycje coraz więcej środków pieniężnych, dozbrajając park maszynowy w pojedyncze urządzenia, w centra CNC, a nawet w pełne ciągi technologiczne sterowane numerycznie.
Automatyzacja procesu produkcji, choć jest bez wątpienia kosztowną inwestycją, umożliwia uzyskanie niepodważalnych korzyści. Przede wszystkim pozwala na uniezależnienie się od tzw. czynnika ludzkiego, ograniczając koszty zatrudnienia. Ponadto zdecydowanie poprawia się jakość wytwarzanych wyrobów. Przyspiesza też przebieg procesu produkcji oraz zwiększa jego wydajność. W efekcie wyprodukowanie okna jest znacznie mniej kosztowne, co pozwala na obniżenie jego ceny przy zachowaniu wysokiej jakości produktu, czyniąc firmę konkurencyjną na rynku. Producenci modernizują i automatyzują ciągi technologiczne w różny sposób. Część z nich dokonuje zakupu oferowanych na rynku nowoczesnych maszyn; inni poszukują rozwiązań bardziej zaawansowanych technologicznie, o określonych parametrach technicznych i wydajnościowych, dostosowanych do ich indywidualnych potrzeb. Wychodząc im naprzeciw, firma PREZ-MET skonstruowała ! wyprodukowała nowoczesne urządzenie, które powinno zaspokoić oczekiwania najbardziej wymagających klientów.

To centrum obróbcze CNC ze zintegrowaną stacją chłodzenia na gotowej zgrzewce typ COP420/.960, sterowane numerycznie. Układy sterowania pracą poszczególnych podzespołów zaprojektowano i wykonano w oparciu o serwomechanizmy firmy Beckhoff (11 sztuk, w tym również serwa z tzw. enkoderem absolutnym). Komunikacja pomiędzy jednostką sterującą a wyspami l/O oraz serwowzmacniaczami odbywa się za pomocą sieci Ethernetowej (opatentowany przez firmę Beckhoff protokół sieciowy Ether-Cat). Protokół ten zapewnia komunikację miedzy sterownikami a modułami wyjść/wejść w czasie rzeczywistym. Na komputerze sterującym pracą całego centrum zainstalowano aplikację HMI (interfejs człowiek-maszyna), dzięki której operator jest w stanie kontrolować pracę urządzenia. Oprócz tego, w centrum obróbczym zastosowano komputer klasy przemysłowej serii CX (również firmy Beckhoff), wykonany w technologii „Embeded PC”. Charakteryzuje się on funkcjonalnością komputera PC przy znacząco zmniejszonych gabarytach. Aplikacja HMI posiada wbudowany prosty w obsłudze edytor, dzięki któremu operator będzie miał możliwość ewentualnej korekcji parametrów pracy centrum z pozycji pulpitu sterowniczego bez konieczności ich ręcznego przestawiania. Centrum może pracować według założonego programu, ale istnieje też możliwość wprowadzania danych z klawiatury i modyfikacji programu w trybie konwersacyjnym.
Urządzenie może pracować jako samodzielna jednostka, jak również może być zestawione w linie zgrzewająco-czyszczące, co znacząco poprawia ich wydajność i jednocześnie przyczynia się do poprawy jakości produkowanych okien. Ze względu na dużą liczbę zastosowanych serwomotorów centrum pozwala na bardzo szybką i dokładną obróbkę gotowej zgrzewki. Proces ten zachodzi jednocześnie na dolnym i górnym, jak również na lewym i prawym profilu. Maszyna bazuje zgrzewkę od wewnętrznej strony profilu, co pozwala na wyeliminowanie błędów, jakie mogły pojawiać się wcześniej, np. przy wierceniu zawiasu.
Centrum obróbcze CCJP420/960 wyposażone jest w agregaty wiercące odwodnienie zarówno z dołu, jak i z góry w przyldze. W przypadku stałego rozstawu kanałów pomiędzy słupkiem istnieje możliwość frezowania wszystkich odwodnień równocześnie. Zawiasy są wiercone jednocześnie przez cztery agregaty sześciowrzecionowe, z podziałem 2 lewych wierteł i 4 prawych na głowicę. Takie zestawienie wierteł obniża koszty eksploatacji głowic wiercących. COP420/960 ma również po dwa agregaty dwuwrzecionowe do wiercenia otworów pod słupek, jak również pod słupek krzyżowy, a także agregat wiercenia zawiasu uchylnego. Oprócz wykonywania powyższych operacji, centrum wierci również odpowietrzenie i markuje zaczepy. Oznacza to, że łącznie można wykonywać aż 8 obróbek. Istnieje także możliwość obrabiania skrzydeł.
Centrum pozwala wyeliminować błędy z procesu produkcji okien, znacząco obniża koszty produkcji, poprawia wydajność. To zaledwie kilka z wielu walorów, dla których warto rozważyć zakup urządzenia. Zdecydowanie wyróżnia się ono na tle oferty rynku, a przy tym zostało wyprodukowane przez polską firmę. Głównym zamysłem przy projektowaniu urządzenia była idea, aby całość operacji wykonywanych na centrum obróbczym nie kolidowała czasowo z pozostałymi maszynami CNC, zestawionymi w linię czyszcząco-zgrzewającą (zgrzewarką czterogłowicową i czyszczarką czteroosiową naroży), ponieważ jedynie wtedy jest sens inwestowania w tego typu urządzenia. W takt tzw. dwóch minut na końcu stacji obrotowej czyszczarki musi schodzić „gotowa" zgrzewka do dalszej produkcji. Udało nam się ten cel osiągnąć, co stawia firmę PREZ-MET o krok przed konkurencją, a centrum obróbcze COP420/960 jest obecnie najszybszym centrum obróbczym w Europie.
Automatyzacja procesu produkcji, choć jest bez wątpienia kosztowną inwestycją, umożliwia uzyskanie niepodważalnych korzyści. Przede wszystkim pozwala na uniezależnienie się od tzw. czynnika ludzkiego, ograniczając koszty zatrudnienia. Ponadto zdecydowanie poprawia się jakość wytwarzanych wyrobów. Przyspiesza też przebieg procesu produkcji oraz zwiększa jego wydajność. W efekcie wyprodukowanie okna jest znacznie mniej kosztowne, co pozwala na obniżenie jego ceny przy zachowaniu wysokiej jakości produktu, czyniąc firmę konkurencyjną na rynku. Producenci modernizują i automatyzują ciągi technologiczne w różny sposób. Część z nich dokonuje zakupu oferowanych na rynku nowoczesnych maszyn; inni poszukują rozwiązań bardziej zaawansowanych technologicznie, o określonych parametrach technicznych i wydajnościowych, dostosowanych do ich indywidualnych potrzeb. Wychodząc im naprzeciw, firma PREZ-MET skonstruowała ! wyprodukowała nowoczesne urządzenie, które powinno zaspokoić oczekiwania najbardziej wymagających klientów.

To centrum obróbcze CNC ze zintegrowaną stacją chłodzenia na gotowej zgrzewce typ COP420/.960, sterowane numerycznie. Układy sterowania pracą poszczególnych podzespołów zaprojektowano i wykonano w oparciu o serwomechanizmy firmy Beckhoff (11 sztuk, w tym również serwa z tzw. enkoderem absolutnym). Komunikacja pomiędzy jednostką sterującą a wyspami l/O oraz serwowzmacniaczami odbywa się za pomocą sieci Ethernetowej (opatentowany przez firmę Beckhoff protokół sieciowy Ether-Cat). Protokół ten zapewnia komunikację miedzy sterownikami a modułami wyjść/wejść w czasie rzeczywistym. Na komputerze sterującym pracą całego centrum zainstalowano aplikację HMI (interfejs człowiek-maszyna), dzięki której operator jest w stanie kontrolować pracę urządzenia. Oprócz tego, w centrum obróbczym zastosowano komputer klasy przemysłowej serii CX (również firmy Beckhoff), wykonany w technologii „Embeded PC”. Charakteryzuje się on funkcjonalnością komputera PC przy znacząco zmniejszonych gabarytach. Aplikacja HMI posiada wbudowany prosty w obsłudze edytor, dzięki któremu operator będzie miał możliwość ewentualnej korekcji parametrów pracy centrum z pozycji pulpitu sterowniczego bez konieczności ich ręcznego przestawiania. Centrum może pracować według założonego programu, ale istnieje też możliwość wprowadzania danych z klawiatury i modyfikacji programu w trybie konwersacyjnym.
Urządzenie może pracować jako samodzielna jednostka, jak również może być zestawione w linie zgrzewająco-czyszczące, co znacząco poprawia ich wydajność i jednocześnie przyczynia się do poprawy jakości produkowanych okien. Ze względu na dużą liczbę zastosowanych serwomotorów centrum pozwala na bardzo szybką i dokładną obróbkę gotowej zgrzewki. Proces ten zachodzi jednocześnie na dolnym i górnym, jak również na lewym i prawym profilu. Maszyna bazuje zgrzewkę od wewnętrznej strony profilu, co pozwala na wyeliminowanie błędów, jakie mogły pojawiać się wcześniej, np. przy wierceniu zawiasu.
Centrum obróbcze CCJP420/960 wyposażone jest w agregaty wiercące odwodnienie zarówno z dołu, jak i z góry w przyldze. W przypadku stałego rozstawu kanałów pomiędzy słupkiem istnieje możliwość frezowania wszystkich odwodnień równocześnie. Zawiasy są wiercone jednocześnie przez cztery agregaty sześciowrzecionowe, z podziałem 2 lewych wierteł i 4 prawych na głowicę. Takie zestawienie wierteł obniża koszty eksploatacji głowic wiercących. COP420/960 ma również po dwa agregaty dwuwrzecionowe do wiercenia otworów pod słupek, jak również pod słupek krzyżowy, a także agregat wiercenia zawiasu uchylnego. Oprócz wykonywania powyższych operacji, centrum wierci również odpowietrzenie i markuje zaczepy. Oznacza to, że łącznie można wykonywać aż 8 obróbek. Istnieje także możliwość obrabiania skrzydeł.
Centrum pozwala wyeliminować błędy z procesu produkcji okien, znacząco obniża koszty produkcji, poprawia wydajność. To zaledwie kilka z wielu walorów, dla których warto rozważyć zakup urządzenia. Zdecydowanie wyróżnia się ono na tle oferty rynku, a przy tym zostało wyprodukowane przez polską firmę. Głównym zamysłem przy projektowaniu urządzenia była idea, aby całość operacji wykonywanych na centrum obróbczym nie kolidowała czasowo z pozostałymi maszynami CNC, zestawionymi w linię czyszcząco-zgrzewającą (zgrzewarką czterogłowicową i czyszczarką czteroosiową naroży), ponieważ jedynie wtedy jest sens inwestowania w tego typu urządzenia. W takt tzw. dwóch minut na końcu stacji obrotowej czyszczarki musi schodzić „gotowa" zgrzewka do dalszej produkcji. Udało nam się ten cel osiągnąć, co stawia firmę PREZ-MET o krok przed konkurencją, a centrum obróbcze COP420/960 jest obecnie najszybszym centrum obróbczym w Europie.
informacja na podstawie materiałów: PREZ-MET
