KATALOG FIRM
DLA PROFESJONALISTÓW
2010-11-16
Obróbka profili z uszczelkami
Kupujący okna czy maszyny do ich produkcji również podejmuje decyzję w tym zakresie mniej lub bardziej świadomą.
F.M. ROTOX Sp. z o.o.
Zieleniec 6946-034 Pokój
tel. 77 469 31 63
fax 77 469 31 62
info@rotox.pl
www.rotox.pl
» więcej o firmie

Kupowałem niedawno drukarkę do biura i poprosiłem dostawcę, by dla dwóch modeli podał mi koszty eksploatacyjne, interesowała mnie cena i wydajność tonerów. Co się okazało? Różnica była ogromna, prawie dwukrotna. Nawet przy minimalnym drukowaniu koszt samej drukarki po 2 latach zrównał się z kosztami eksploatacji tego urządzenia, a dalsze użytkowanie to już mój zysk albo strata, przy zakupie tej drukarki podjąłem właściwą decyzję.
Kupujący okna czy maszyny do ich produkcji również podejmuje decyzję w tym zakresie mniej lub bardziej świadomą. Ostatnio coraz więcej mówi się o oszczędności energii, o tym, że energia kosztuje nas coraz więcej, kupując różnego rodzaju urządzenia, zwraca się uwagę na zużycie energii. Wydaje mi się jednak, że energia to dla nas głównie prąd elektryczny, gaz, olej i ciepło. Z punktu widzenia kupującego okna, takie rozumowanie jest jak najbardziej właściwe, dla kupującego maszyny do produkcji okien już nie jest to takie oczywiste. Do listy zapotrzebowania na energię trzeba jeszcze dodać pracę ludzką przy obsłudze czy też pracę przy usuwaniu awarii. Stosunek włożonej energii do uzyskanej wydajności jest dla użytkownika najważniejszy, jadąc samochodem, spalając 10 litrów paliwa, wolelibyśmy przejechać 200 km, a nie 50. W produkcji okien dla zgrzewarki istotna jest ilość zgrzanych elementów w ciągu 1 godziny, będzie to 30 czy 15? Zarówno z doświadczenia, jak i obliczeń mogę śmiało powiedzieć, że w zużyciu energii, czyli poniesionych kosztach wytworzenia nie ma wielkiej różnicy. Okno również ma właściwości decydujące o zużyciu energii, wpływające na koszty, naprawdę warto na to zwrócić uwagę. Proponuję, by zacząć od zadania pytania sprzedawcy i nie przestawać na ilościach komór, ponieważ właściwości jest znacznie więcej, na przykład uszczelka. W procesie technologii produkcji okien na profi lach z wciągniętą uszczelką następuje łączenie metodą zgrzewania. Nagrzewane są zarówno profi le, jak i znajdujące się w nich uszczelki, a następnie nadtopione elementy są ze sobą dynamicznie ściśnięte. Powoduje to wylanie się wokół połączenia od wewnątrz i zewnątrz profi lu i uszczelki tzw. wypływki, która osiąga nawet ponad 2 mm wysokości. W narożu połączenia uszczelki powstaje twardy punkt, który powoduje, że na całym obwodzie uszczelka nie spełnia właściwie swojego zadania. Ta właściwość, ten mały punkt, ma ogromne znaczenie dla kosztów eksploatacji okna.
SPRAWDZONE SPOSOBY
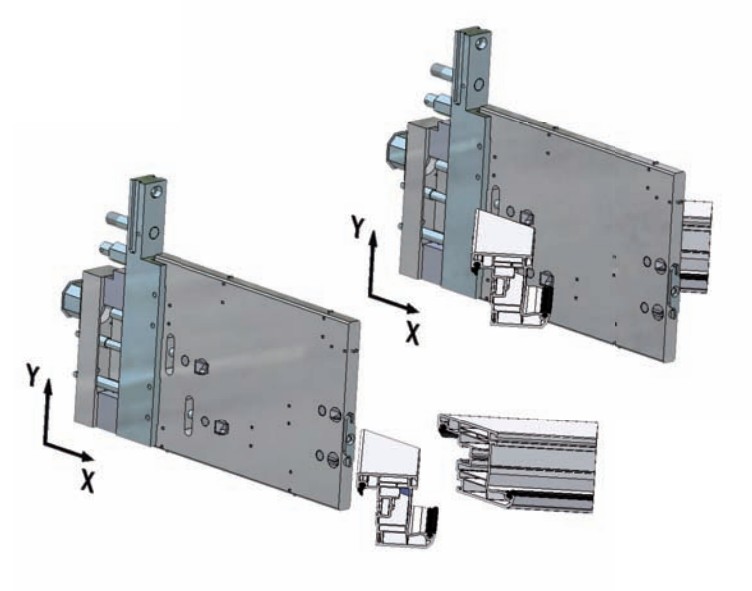
Na rynku znane są dwie metody przeciwdziałania takiemu zjawisku, pierwsza to podfrezowanie tego miejsca, co wymaga zastosowania odrębnej maszyny lub wyposażenia centra obróbki profili w dodatkową stację, druga to wypieranie miejsca pod uszczelką w procesie zgrzewania. Ta druga metoda jest nowością na rynku wprowadzoną przez firmę ROTOX. Rozwiązanie to jest neutralne dla czasu i przestrzeni, nie zużywa dodatkowej energii. Specjalne segmenty zwane wypieraczami zamontowane na lustrze, które jest sterowane w obydwu kierunkach X i Y, zapobiegają przedostawaniu się stapianego materiału PVC pod uszczelkę. Miejsce łączenia naroży nie jest twarde, a uszczelka pracuje prawidłowo, zgodnie z jej przeznaczeniem na całym obwodzie. W zgrzewarce na lustrze, które służy do stapiania profilu, zamontowane są segmenty wtapiające się w automatycznym procesie pod uszczelką i pozostawiają wolne miejsce pod wypływkę. Lustro jest automatycznie pozycjonowane w osiach X i Y. Współrzędne są tabelarycznie przyporządkowane do rodzaju profili w programie sterującym maszyną.
Kupujący okna czy maszyny do ich produkcji również podejmuje decyzję w tym zakresie mniej lub bardziej świadomą. Ostatnio coraz więcej mówi się o oszczędności energii, o tym, że energia kosztuje nas coraz więcej, kupując różnego rodzaju urządzenia, zwraca się uwagę na zużycie energii. Wydaje mi się jednak, że energia to dla nas głównie prąd elektryczny, gaz, olej i ciepło. Z punktu widzenia kupującego okna, takie rozumowanie jest jak najbardziej właściwe, dla kupującego maszyny do produkcji okien już nie jest to takie oczywiste. Do listy zapotrzebowania na energię trzeba jeszcze dodać pracę ludzką przy obsłudze czy też pracę przy usuwaniu awarii. Stosunek włożonej energii do uzyskanej wydajności jest dla użytkownika najważniejszy, jadąc samochodem, spalając 10 litrów paliwa, wolelibyśmy przejechać 200 km, a nie 50. W produkcji okien dla zgrzewarki istotna jest ilość zgrzanych elementów w ciągu 1 godziny, będzie to 30 czy 15? Zarówno z doświadczenia, jak i obliczeń mogę śmiało powiedzieć, że w zużyciu energii, czyli poniesionych kosztach wytworzenia nie ma wielkiej różnicy. Okno również ma właściwości decydujące o zużyciu energii, wpływające na koszty, naprawdę warto na to zwrócić uwagę. Proponuję, by zacząć od zadania pytania sprzedawcy i nie przestawać na ilościach komór, ponieważ właściwości jest znacznie więcej, na przykład uszczelka. W procesie technologii produkcji okien na profi lach z wciągniętą uszczelką następuje łączenie metodą zgrzewania. Nagrzewane są zarówno profi le, jak i znajdujące się w nich uszczelki, a następnie nadtopione elementy są ze sobą dynamicznie ściśnięte. Powoduje to wylanie się wokół połączenia od wewnątrz i zewnątrz profi lu i uszczelki tzw. wypływki, która osiąga nawet ponad 2 mm wysokości. W narożu połączenia uszczelki powstaje twardy punkt, który powoduje, że na całym obwodzie uszczelka nie spełnia właściwie swojego zadania. Ta właściwość, ten mały punkt, ma ogromne znaczenie dla kosztów eksploatacji okna.
SPRAWDZONE SPOSOBY
Na rynku znane są dwie metody przeciwdziałania takiemu zjawisku, pierwsza to podfrezowanie tego miejsca, co wymaga zastosowania odrębnej maszyny lub wyposażenia centra obróbki profili w dodatkową stację, druga to wypieranie miejsca pod uszczelką w procesie zgrzewania. Ta druga metoda jest nowością na rynku wprowadzoną przez firmę ROTOX. Rozwiązanie to jest neutralne dla czasu i przestrzeni, nie zużywa dodatkowej energii. Specjalne segmenty zwane wypieraczami zamontowane na lustrze, które jest sterowane w obydwu kierunkach X i Y, zapobiegają przedostawaniu się stapianego materiału PVC pod uszczelkę. Miejsce łączenia naroży nie jest twarde, a uszczelka pracuje prawidłowo, zgodnie z jej przeznaczeniem na całym obwodzie. W zgrzewarce na lustrze, które służy do stapiania profilu, zamontowane są segmenty wtapiające się w automatycznym procesie pod uszczelką i pozostawiają wolne miejsce pod wypływkę. Lustro jest automatycznie pozycjonowane w osiach X i Y. Współrzędne są tabelarycznie przyporządkowane do rodzaju profili w programie sterującym maszyną.
Jan Sonka, ROTOX
